
想了解我们的PE钢带增强螺旋管螺旋钢带波纹管按需设计产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
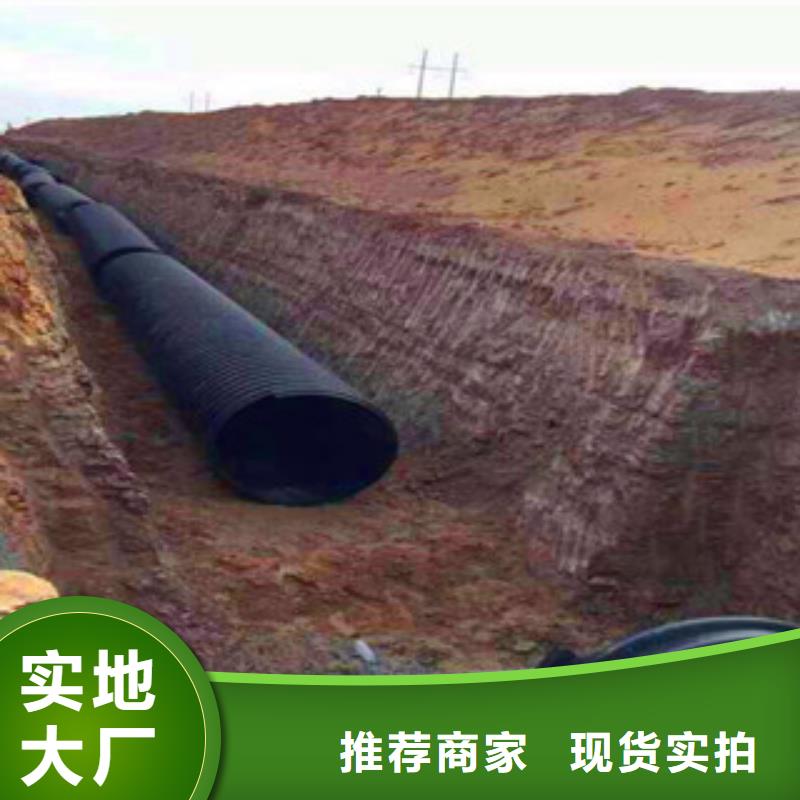
以下是:山东菏泽PE钢带增强螺旋管螺旋钢带波纹管按需设计的图文介绍

4、打磨将两待接管距对接端面120mm长的圆柱表面层打磨粗糙、波峰和波谷糟都要用钢丝刷磨粗糙,少要打磨三个半波节长,钢丝刷的外形应与钢带增强聚螺旋波纹管外形一致(每一个规格配一种钢丝刷)。5、用清洁的布,将打磨后的钢带增强聚螺旋波纹管管端部分擦干净。
6、将两对接管端面对齐并固定,不能有错位。7、用与被连接管相熔的PE焊条,用小喷嘴的小束红色火焰或小热风束加热接缝处和焊条,在圆周上均匀焊接四处以上(焊缝长一些为好),以将两管连接处固定。8、用红色火焰预热两管端(距对接端面三个波距)的圆周面,使表面温度达到40℃-50℃(预热温度应比热熔胶的软化点温度低15℃以上),可使用表面温度计进行。
11、小心移动热缩管到一端打磨面内,移动的位置大约是:从起始加热处距对接端面的距离大约为热缩管长度的1/3左右(根据什算加实际经验定各规格的长度),并去掉热缩管内防护纸层(注意不要将纸屑等污物粘在已预热钢带波纹管面和热缩管内壁上)。
9、在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接牢固。10、预热待接管两端到打磨线以内,使表面温度达到40℃-50℃。用防粘材料做的楔形隔支撑热缩套的另一端,使热缩套与钢带波纹管同心,以保证热收缩管与钢带波纹管之间周向间隙均匀,利于热缩管的收缩均匀性和表面平整性。
6、将两对接管端面对齐并固定,不能有错位。7、用与被连接管相熔的PE焊条,用小喷嘴的小束红色火焰或小热风束加热接缝处和焊条,在圆周上均匀焊接四处以上(焊缝长一些为好),以将两管连接处固定。8、用红色火焰预热两管端(距对接端面三个波距)的圆周面,使表面温度达到40℃-50℃(预热温度应比热熔胶的软化点温度低15℃以上),可使用表面温度计进行。
11、小心移动热缩管到一端打磨面内,移动的位置大约是:从起始加热处距对接端面的距离大约为热缩管长度的1/3左右(根据什算加实际经验定各规格的长度),并去掉热缩管内防护纸层(注意不要将纸屑等污物粘在已预热钢带波纹管面和热缩管内壁上)。
9、在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接牢固。10、预热待接管两端到打磨线以内,使表面温度达到40℃-50℃。用防粘材料做的楔形隔支撑热缩套的另一端,使热缩套与钢带波纹管同心,以保证热收缩管与钢带波纹管之间周向间隙均匀,利于热缩管的收缩均匀性和表面平整性。


一般情况下,二级注射压力和流量,使其达到一合适值,但此数值不宜太小,防止难以注射满型腔。此时,注意操作面版、二级行程较长时或压力流量太低时,走完此行程所需时间较长,矿用管不宜打满。另外,产品浇口附近无光泽,做到这些,就可以较好的解决冷料斑和蝴蝶斑了。
外观上:虽然这两种管道都是波纹管,但是hdpe双壁波纹管是等距排列的具有中空结构环形波纹,波纹间距比较小;pe钢带增强螺旋波纹管是以螺旋缠绕成型的高强度钢带为增强体,以高度密聚为基体融合成一体的连续的螺旋状波纹,波纹的间距较大。
现如今,工程中,常用的管道就是hdpe双壁波纹管和hdpe钢带增强螺旋波纹管,只有对这两种管材在区别上有一定了解,才能在工程中根据实际情况选择更合适的排水管材。材质上:两者主要成分都是高密度聚(pe),但是pe钢带增强螺旋波纹管的波纹中内衬了"U"型的钢带,增强管材的承压强度;双壁波纹管是单一由聚生产的。
外观上:虽然这两种管道都是波纹管,但是hdpe双壁波纹管是等距排列的具有中空结构环形波纹,波纹间距比较小;pe钢带增强螺旋波纹管是以螺旋缠绕成型的高强度钢带为增强体,以高度密聚为基体融合成一体的连续的螺旋状波纹,波纹的间距较大。
现如今,工程中,常用的管道就是hdpe双壁波纹管和hdpe钢带增强螺旋波纹管,只有对这两种管材在区别上有一定了解,才能在工程中根据实际情况选择更合适的排水管材。材质上:两者主要成分都是高密度聚(pe),但是pe钢带增强螺旋波纹管的波纹中内衬了"U"型的钢带,增强管材的承压强度;双壁波纹管是单一由聚生产的。



恒塑管道有限责任公司(菏泽市分公司)服务优势
售前的【hdpe400双壁波纹管】服务团队,为客户提供售前产品咨询服务和售后【hdpe400双壁波纹管】产品保障服务。
售中积j i与客户洽谈业务合作、无偿进行现场技术交流、实地考察、【hdpe400双壁波纹管】产品设计。
售后完善的售后服务,公司成立10多人的【hdpe400双壁波纹管】售后团队服务覆盖全国各地。


1、不应采用机械或等离子方法切割;2、可采用机械或手工方法对钢带增强管切割;3、采用砂轮切割或修磨时应使用砂轮片;4、碳素钢钢带增强管,镀锌钢管宜用钢锯或机械方法切割;5、管道切口质量应符合下列规定:(1。
钢带增强管以其良好的强度和抗性被多个行业使用,其中因为管材用到的地方空间有限,所以我们经常需要对其进行适当的切割来确保可以使用,但是的切割方式会对管材造成一定的损伤。钢带增强管的切割应确保切割工具不会对其造成损伤并且因为切割后的切口比较容易出现问题且需要和别的地方相连,所以我们要保证切口的精度和平整度能够符合标准才可以确保管材的使用不会出现问题。


